
Основные характеристики автоматизированных (аппаратурных) процессов
Главное отличие аппаратурных процессов заключается в том,
что предмет труда в них проходит все стадии обработки практически без участия
человека. Роль сотрудника в них сводится к активному наблюдению за работой
автоматов, их регулировке при необходимости, поддержании заданного режима
работы. Выпуск готовой продукции происходит на автоматизированных линиях,
способных выполнять все стадии производственного цикла самостоятельно.
Такой тип организации работы называют автоматизированным
поточным производством. Оно имеет свои принципы построения:
1.
Прямоточность – означает, что оборудование и
рабочие места располагаются в четкой последовательности с технологическим
процессом. Таким образом, достигается кратчайший путь движения предмета труда и
постоянный темп.
2.
Специализация
– не существует автоматических линий производящих несколько существенно
отличающихся друг от друга продуктов. Каждый тип оборудования рассчитан на
производство одного, строго определенного типа готовых изделий.
3.
Непрерывность
– означает движение
предмета труда без задержек на отдельных операциях цикла.
4.
Ритмичность - планомерный выпуск продукции и ритмичность повторения операций.
Результатом работы автоматизированных линий является выполнение норм
выработки, выпуск заданного количества продукции надлежащего качества. Для
наглядности изобразим стадии выполнения операций на автоматизированных поточных
производствах в виде схемы:

Особенности технологических
процессов автоматизированных линий
Большинство линий состоит из отдельных машин, выполняющих
определенную операцию в составе производственного цикла. Несмотря на кажущиеся
различия в технологиях можно укрупнено выделить последовательно отдельные участки, характерные для любого производства:
1.
Участок подготовки и смешивания сырья – на нем может
обрабатываться мясо, открываться бочки с концентратом, подготавливаться вода,
распаковываться мешки с крупой, проводится проверка сырья на соответствие рецептурам (сортность,
вес, содержание каких-либо веществ и микроэлементов). Как правило, состоит из
емкостей с насосами, мешалками, куттерами (измельчитель или проще мясорубка),
ванными. Здесь происходит смешивание и первичное накопление подготовленного к
переработке продукта. Применяется очень высокая степень автоматизации, хотя на
стадии распаковки и загрузки довольно часто используется ручной труд. Также на
данном участке может проводиться предварительная фильтрация жидкого сырья.
2.
Обработка сырья – непосредственно приготовление
практически конечного продукта. Это может быть купажирование (тогда оно
происходит на участке смешивания), нагрев, варка, измельчение, выпаривание,
охлаждение. Одна из стандартных операций – обработка воды используемой в
приготовлении. Здесь могут применяться различные устройства для термической
обработки, выдержки, заквашивания и т.д.
3.
Участок предварительного хранения
непосредственно перед автоматом упаковки. Как правило состоит из больших
емкостей с подогревом или охлаждением в зависимости от типа продукта. Именно из
таких емкостей (танков) продукция отправляется на розлив, упаковку, укупорку,
расфасовку. Как правило, все это оборудование собрано в одном участке.
4.
Автомат для розлива, упаковки, налива, фасовки –
позволяет наполнять продуктом заранее определенный тип упаковки. Это могут быть
лотки, стеклянные банки или бутылки, картонная упаковка, пластиковые бутылки.
Здесь же происходит подача материалов для формирования упаковки или
непосредственно тары. В дополнение может применяться этикировочное
оборудование, для наклейки этикеток и ярлыков.
5.
Оборудование для групповой упаковки – формирует
картонные ящики с определенным количеством упаковок готового продукта,
обтягивает их термопленкой.
6.
Автомат для формирования поддонов с продукцией –
здесь ящики, как правило, автоматически устанавливаются на поддон в строго
определенной последовательности, могут дополнительно обматываться стреч - пленкой.
Отдельно стоит упомянуть, что продукт до розлива чаще всего движется по
трубопроводу, а в готовой упаковке по специальным транспортерным лентам,
которые проходят через все оборудование линии. В дополнение к названному
оборудованию могут применяться укупорочные машины (для стеклотары) или
аппликаторы (для наклейки соломки на пакеты с соком или установки пластиковых
крышечек).
Перед началом изучения процесса производства необходимо
собрать следующую информацию:
·
Модели используемого оборудования;
·
Производительность каждой машины и линии в
целом;
·
Режимы работы;
·
Общие характеристики используемого сырья;
·
Организации рабочих мест.
Типичная последовательность машин в автоматизированной
поточной линии представлена на рисунке ниже.

Методика изучения затрат рабочего времени и организации труда
Для автоматизированных производств можно использовать
стандартные методы – фотографию и хронометраж. Однако наиболее полную картину предпочтительно
получить с помощью такой разновидности фотоучета как фотография производственного
процесса. Ее достоинство в том, что она позволяет изучать как рабочее
время сотрудников, так и продолжительность работы оборудования, соблюдение всех
технологических режимов. С помощью подобной процедуры выявляется
последовательность и длительность отдельных стадий аппаратурных процессов. В
ходе наблюдения удается рассчитать коэффициент времени активного наблюдения,
время выполнения ручных операций (если они есть), регистрировать показатели
работы оборудования.
Основные элементы, из которых состоит исследование рабочего
времени:
·
Предварительное изучение технологического
процесса;
·
Подготовка и корректировка методики сбора
данных;
·
Наблюдение;
·
Обработка результатов.
В процессе подготовки подробно изучается технологический
процесс, состав оборудования; основные факторы, оказывающие влияние на
производительность, состав работников и их квалификация; порядок снабжения
сырьем и материалами; передовые достижения в данной отрасли. Примерная форма
фотографии производственного процесса может выглядеть следующим образом:
Организация
Цех
Фотография процесса № от 20
года
Список обследуемого оборудования: Обслуживающий персонал:
1. Купажная емкость, объем 6000 л. Должность:
2. Печь варочная
ФИО:
Стаж работы:
№ п/п
|
Наименование затрат рабочего времени
|
Текущее время
|
Продолжительность
|
Индекс
|
Оборудование
|
Комментари и тех. данные
|
|||||
№ 1
|
№2
|
||||||||||
Текущее время
|
Продолжительность
|
Индекс
|
Текущее время
|
Продолжительность
|
Индекс
|
||||||
1
|
Проверка
датчиков температуры
|
8:00
|
0:10
|
ПЗ
|
8:00
|
0:10
|
ТО
|
8:00
|
0:10
|
ПР
|
|
2
|
Запуск
смешивания, нагрев печи
|
8:10
|
0:30
|
ОП
|
8:10
|
1:55
|
ОП
|
8:10
|
0:40
|
ТО
|
|
3
|
Активное
наблюдение за процессом смешивания
|
8:50
|
1:05
|
-
|
-
|
оп
|
8:50
|
||||
4
|
Отключение
смешивания, проверка смеси
|
9:55
|
-
|
-
|
оп
|
||||||
5
|
Запуск
перекачки смеси в печь
|
10:05
|
0:03
|
10:05
|
-
|
||||||
-
|
-
|
||||||||||
Итого
|
|||||||||||
Данный вариант всего лишь возможный формат, при желании
можно добавлять данные о температуре, влажности, освещенности, уровне шума и
оснащенности рабочего места. В ходе обследования фиксируются все действия
рабочего, в фотографии может быть один рабочий на одну единицу оборудования, а
не как в примере один на две машины.
Определяется фактическое время использования оборудования, время
простоев по различным причинам, показатели технологического режима, количество
и время загрузки сырья, объем произведенной продукции и количество отходов. По
окончании фотографии составляется сводка одноименных затрат (баланс времени):
№ п/п
|
Индекс
|
Номер
рабочего
|
Номер
оборудования
|
||||||||||
1
|
2
|
3
|
1
|
2
|
3
|
||||||||
минут
|
% к общ. времени
|
минут
|
% к общ. времени
|
минут
|
% к общ. времени
|
минут
|
% к общ. времени
|
минут
|
% к общ. времени
|
минут
|
% к общ. времени
|
||
Рекомендуется проводить подобное обследование в течение 2-3
дней, несколькими сотрудниками, так, чтобы охватить три или четыре смены. По
результатам расчетов делаются выводы о загрузке оборудования, соблюдении
технологических режимов, производительности линии, использовании времени смены
рабочим, производятся сравнение с паспортными параметрами. Могут при необходимости создаваться расчетные
балансы рабочего времени и времени использования оборудования.
Для рабочих автоматизированных линий характерен большой
удельный вес оперативного времени, так как в состав подготовительно –
заключительного времени включается только время, не перекрываемое машинным, то же самое
касается и времени на вспомогательные действия. Оперативное время состоит из:
·
Машинного времени (большую его часть работник
занимается активным наблюдением);
·
Вспомогательного времени для запуска, остановки
оборудования не перекрываемого машинным.
Приведем пример: На последних
моделях разливочных автоматов Tetra Pack рулоны с упаковочным материалом загружаются парно. То есть
пока расходуется один рулон, оператор, не прекращая производство, может
поставить второй, который начнет использоваться сразу, как только закончится
первый. Соответственно вспомогательного времени на установку расходных
материалов не возникает.

В некоторых
источниках делаются попытки применить для исследования процессов на поточном
производстве и определения затрат времени микроэлементных нормативов. Данное направление,
безусловно, перспективно. Однако ввиду
разных подходов к построению исходных таблиц движений, пока что сложно говорить
о единообразии применяемых методик. Каждая фирма-консультант в данной области
считает наиболее приемлемой «продвигаемую» ею методику, будь то МТМ, MOST, БСМ и т.д. Кроме того,
получить «просто так» микроэлементную базу
достаточно сложно, а овладение методикой БСМ с более чем десятком
разнообразных таблиц движений представляется делом достаточно сложным. Если у
компании есть возможность использовать данный подход, безусловно, им нужно
пользоваться.
Порядок нормирования и классификация затрат времени на автоматизированных линиях
Для автоматизированных линий
применяют:
·
Нормы выработки;
·
Нормы численности;
·
Нормы обслуживания.
Норма выработки
определяется по часовой паспортной производительности при оптимальном технологическом режиме,
бесперебойной подаче сырья, полном использовании всех возможностей оборудования.
При этом для автоматизированных
процессов характерна бригадная форма организации труда, в связи с чем,
выработка определяется не для отдельного участка, а для бригады в целом. Для
нормирования целесообразно проводить предварительное исследование методом
фотографии рабочего времени, выборочного хронометража либо путем описанной выше
фотографии производственного процесса.
Следует сказать несколько слов о паспортной
производительности оборудования. Каждая линия состоит из отдельных узлов. На
практике предприятие - установщик сразу синхронизирует все элементы
оборудованию под одну скорость, производительность. В то же время, иногда для
комплектации линий покупаются элементы различных марок, с различной
производительностью. В этой ситуации для расчета следует брать
производительность самого «медленного» участка. Как ни странно наиболее «узким»
местом в этом отношении может стать последний участок установки готовой
продукции на поддоны.
На практике был случай, когда на нем применяли первоначально
ручной труд, при этом скорость производства была максимальной. После того как
вместо людей поставили машину, оказалось что ее производительность немного
«притормаживает» всю линию. В итоге,
некоторая экономия на зарплате нескольких укладчиков-упаковщиков, была
«съедена» потерей скорости выпуска.
В общем виде, формула для расчета сменной производительности
может иметь вид:
П с = V (Тсм –(Тпз + Тобсл +
Тот.л), где
V
– паспортная производительность линии в час;
Тсм – общая продолжительность смены в часах;
Тпз – подготовительно-заключительное время;
Тобсл – время на техническое обслуживание;
Т от.л – время на отдых и личные надобности.
Иными словами, производительность умножается на оперативное
время, которое чаще всего в поточном производстве равно машинному (времени
непрерывной работы автоматов течении смены). Как уже было сказано выше при
непрерывном производстве время на отдых и личные нужды может отсутствовать, а
подготовительно-заключительное время практически полностью перекрываться
машинным, поэтому используемых на практике в формуле показателей может быть
меньше.
Другой вариант формулы позволяет сразу определять часовую
выработку:
V х Тм / Тсм, где
Тм – машинное время работы оборудования.
Бывают ситуации, когда
периодически возникают непредвиденные остановки, особенно на этапе ввода
в эксплуатацию нового производственного комплекса, не зависящие от работников,
в этом случае вводят специальный поправочный коэффициент, который выводят
статистическим путем, например:
Тс / Тсм, где
Тс – время сбоев;
Тсм – сменное время.
Чаще всего необходимость остановок оборудования обусловлена потребностью
мойки и санитарной обработки. Так, например линии розлива соков TBA должны
промываться при каждом изменении наименования выпускаемого продукта или через
20 часов непрерывной работы. Продолжительность мойки при этом составляет 4
часа, она также осуществляется в автоматическом режиме.
Пример: Паспортная производительность линии 3600 пакетов в
час, продолжительность смены 12 часов, при этом 2 часа в смену уходят на мойку,
30 минут на подготовку к запуску. Тогда норма выработки в смену составит:
3600 Х (12-2-0,5)= 3600 х 10,5 = 37800 пакетов в смену, при
весе каждого пакета в 200 г, получим
37800 Х 200 / 1000 = 7560 кг продукта в смену.
Нормирование
численности происходит на основе всестороннего изучения работы всех членов
бригады и типов вверенного им оборудования. При анализе затрат времени
работников автоматизированных линий особое внимание следует уделить элементам
обслуживания линий (контроль и регулировка процессов, активное наблюдение) и их
повторяемости и продолжительности. Определяется время, как на обслуживание
отдельного аппарата, так и всей линии. Определив общее время на обслуживание и
активное наблюдение, можно рассчитать плановую численность по формуле:
Общие затраты времени на обслуживание линии за период / Оперативное
время одного работника за тот же период
Для определения оперативного времени применяется расчетный
(идеальный) баланс рабочего времени, сделанный на основе фотографий. Опираясь
на приведенную формулу, определяется плановая численность бригады. В случае,
если периоды времени обслуживания отдельных агрегатов работника не совпадают,
он может быть задействован на нескольких участках. Подобный подход применяется,
если работник может переходить с участка на участок и последовательно работать
с разными агрегатами. Однако на практике для автоматизированных линий подобная
ситуация встречается не так часто и только на некоторых участках (пример:
первичное наведение и подготовка сырья). Пример: В течение одного дня нужно
наводить 8 купажей для нектаров по 15000 тонн, на каждый из них уходит по 112
минут или 112/60= 1,87 часа. Оперативное
время сотрудника в смену составляет 10,6
часа, всего в месяц сотрудник занят 15 смен. Считаем сначала общее время в
месяц (365/12=30,4 дня):
8 х 30,4 х1,87 =454,8 часа.
Оперативное время сотрудника в месяц:
15 х 10,6 = 159 часов.
Тогда плановая численность: 454,8 / 159 = 2,86 человека,
округляем до 3-х.
Как уже было отмечено, применение подобного расчета возможно
только на некоторых участках. Большинство линий, требуют одновременного запуска
и постоянного активного наблюдения, в этом случае распределение численности
бригады производится по принципу: один участок – одно рабочее место. Порой
ситуация складывается таким образом, что даже при не 100% загрузке сотрудник
сможет обслуживать только один участок с оборудованием. Но, к сожалению, работа
одновременно всех узлов автоматизированной линии требует именно такого подхода.
Производители оборудования, кстати, при передаче технической документации,
указывают в ней, сколько человек требуется для контроля за участками линии. При
вводе в эксплуатацию нового оборудования именно из этих данных и исходят
соответствующие производственные службы. Проверка корректности расстановки и поиск
путей оптимизации начинается только после начала стабильной, бесперебойной
работы линий. Для наглядности, попробуем
схематично показать, как выглядит типовая расстановка:

Нормы обслуживания
определяются в ситуации, когда оборудование можно запускать последовательно и
оператор может быть привлечен к работе на нескольких его единицах. Также их
целесообразно определять для сменных наладчиков или слесарей, занимающихся
ежедневной подналадкой и мелким ремонтом автоматов, а также их настройкой
допустим, под новый формат упаковки (0,1 кг вместо 0,2, такое периодически тоже
требуется). В общем виде формула для
определения нормы обслуживания выглядит
следующим образом:
Но = (Тсм
×Кв)/((Nn×Tn+Np×Tp))
,
Где Кв –коэффициент использования рабочего времени, то
есть отношение полезного фонда рабочего времени (минус отдых и личные нужды)к
сменному времени;
Nn,
Np – среднее количество
наладок и подналадок в смену на единицу оборудования;
Tn,Tp –
трудоемкость в человеко-часах одной наладки и подналадки.
Данные для расчетов получаются одним из названных методов
исследования рабочего времени. Пример:
Оперативное время сотрудника составляет 85% от продолжительности смены, которая
длится 12 часов. Каждая единица оборудования требует настройки (подналадки) в
среднем 1 раз в смену по 25 минут или 25/60 = 0,42 ч-часа. Кроме того раз в
неделю приходится проходить плановые сервисные мероприятия
продолжительностью 3,5 часа, то есть
0,14 раза в смену (1 раз в неделю / 7 дней). Получим, что норма обслуживания
равна:
(12 х 0,85) / (0,42+ 0,14 х 3,5) = 10,2 / 1,31 = 7,78 или
округляем 8 ед. оборудования в смену.
Методика расчетов достаточно проста и основана на обычных
логических построениях. Однако чтобы получить данные для расчетов, необходимы
достаточно обширные по времени исследования производственных процессов и их
всесторонний анализ.
Возможные пути
рационализации процессов на автоматических производственных линиях
Способов оптимизации процесса, который происходит при
минимальном участии человека не так много. Большая часть из них связана четким
соблюдением технологического процесса и недопущением неоправданных остановок в
результате несвоевременного, либо некачественного техобслуживания, сокращения
процента брака, устранением потерь рабочего времени из-за халатного отношения работников. Кроме
того, возможно предпринять реорганизационные мероприятия на рабочих местах.
Приведем пример организационных изменений, приведших к
положительному эффекту. Первоначально, по согласованию с заводом изготовителем,
на каждом разливочном автомате стояло по одному оператору. При этом автоматы находились
друг от друга на расстоянии 2 – х
метров. Расположение рабочих мест сотрудников выглядело следующим образом:

1,4 – автомат розлива, 2,3 пульт управления,5,6 – рабочие
места операторв, на каждом автомате проходит транспортерная лента. Функция сотрудников сводилась к запуску оборудования, заправке их бумагой, контролю
за процессом розлива. Кроме того, необходимо было постоянно наблюдать за ходом
перемещения готовых пакетов по транспортеру. В случае падение одного из них,
мог возникнуть «затор», сбой и образоваться большое количество брака. В этой
ситуации оператор останавливает машину, возвращает пакет на место и снова
запускает машину. Как видно из первого рисунка, зоны наблюдения обоих
сотрудников перекрываются, а пульты управления находятся на расстоянии
вытянутой руки.
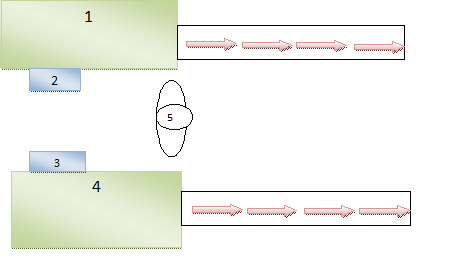
После анализа рабочего времени (на втором рисунке),
особенностей организации рабочих мест, было решено, оставить одного сотрудника
на два автомата, установив ему некоторую доплату, за повысившуюся интенсивность
работы. В результате произошло снижение численности занятого персонала без
снижения качества и скорости производства. Как выяснилось, частота падений
пакетов небольшая и один человек вполне может контролировать два участка
транспортера.
Подобные возможности для улучшений можно выявить только на
основе всестороннего изучения технологического процесса, особенностей
производства и затрат рабочего времени сотрудников. Как уже было сказано
простора для деятельности нормировщика на автоматизированных линиях меньше, чем
на ручных операциях, но даже здесь скрупулезный анализ процедур может принести
определенные результаты.
Комментариев нет:
Отправить комментарий